胶辊有限公司
专业生产各种型号的胶辊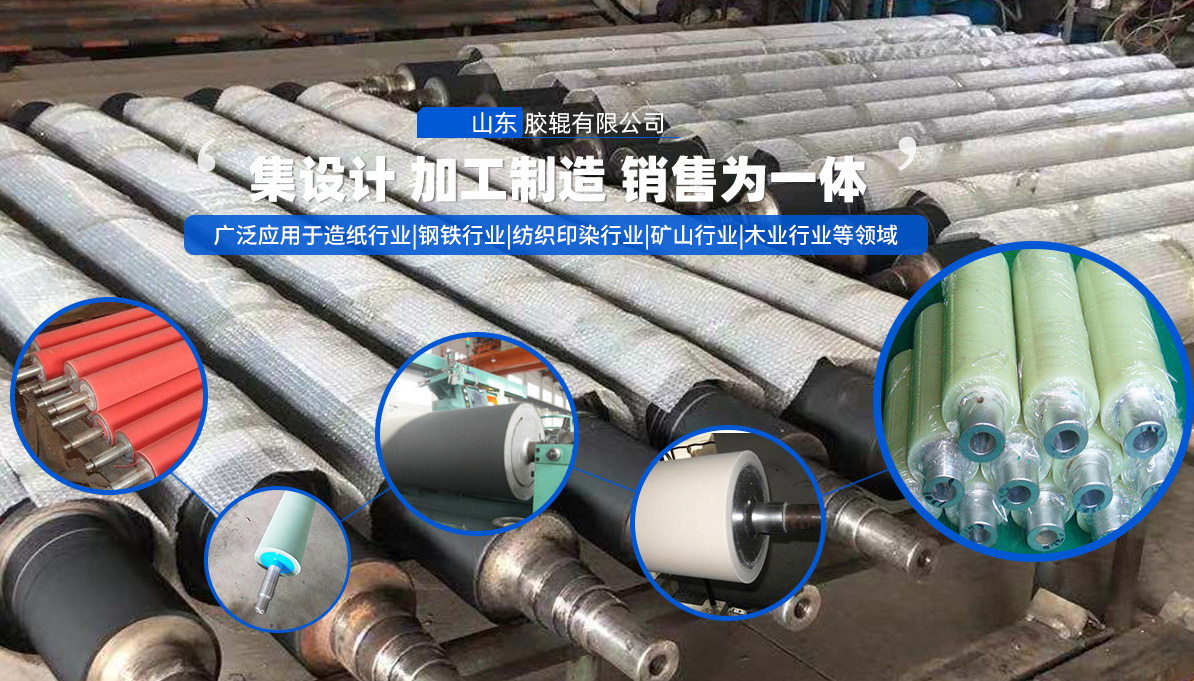
在纺织、印刷及造纸等行业中,胶辊作为关键部件,其表面质量和精度直接影响生产效率和产品质量。胶辊大气孔砂轮作为磨砺胶辊的重要工具,其正确的使用方法对于保证胶辊性能至关重要。本文将详细介绍胶辊大气孔砂轮的使用方法,涵盖选择、调整、操作及🈶·保养等关键环节。

选择适合的砂轮是胶辊磨砺的第一步。通常,大气孔砂轮因🔴其良好的散热性能和磨削效率成为首选。粒度为40\~80号的大气孔绿碳化硅或碳化硅砂轮较为常用,这些砂轮不仅硬度适中,磨粒锋利,且气孔分布均匀,有利于散热和排屑。精磨时,推荐使用60\~80号砂轮,以确保磨削后的胶辊表面光滑细腻。此外,砂轮的硬度也需考虑,中低硬度的砂轮更适合,因为过硬的砂轮在磨粒变钝后不易脱落,会增加磨削力和热量,影响胶辊表面质量。
在使用前,砂轮必须经过严格的平衡调整和修整。不平衡的砂轮在高速运转时会产生振动,影响磨砺质量。调整时,应确保砂轮重心与旋转轴心重合,使用平衡块进行微调直至砂轮在任何方位都能稳定运转。修整砂轮则是🍀为了去除钝化的磨粒和堵塞的气孔,保持砂轮的锋利和清洁。粗磨前,可用金刚石刀头对砂轮进行修整,进刀量控制在0.05mm以内,精磨前则需进行更精细的修整,进刀量不超过0.02mm。同时,砂轮两棱应用旧砂轮或油石倒角,以减少磨削时的冲击和振动。
磨砺胶辊时,应合理设置磨床参数,包括砂轮转速、车头转速、往复次数及进刀量等。一般来说,砂轮主轴转速控制在1800\~2100r/min,车头转速约为200\~500r/min,以确保磨削效率和表面质量。粗磨时,可选用粒度为40\~54号的大气孔砂轮,磨削总量一般为1mm,可分三次走刀,进刀量分别为0.4mm、0.3mm、0.3mm。精磨时,则选用60\~80号砂轮,磨削总量为0.3\~0.5mm,进刀量分别为0.2mm、0.1mm、0.1mm。往复次数根据胶辊角度和粗糙度要求确定,一般不少于2个来回。此外,磨削过程中应保持通道清洁顺畅,及时清除磨削粉尘,避免堵塞砂轮气孔。
砂轮的保养对于延长其使用寿命和保持磨削质量至关重要。使用后,应及时清洗砂轮表面的粉尘和碎屑,避免长时间堆积导致砂轮堵塞和磨损。同时,定期检查砂轮的平衡性和锋利度,必要时进行修整或更换。在操作过程中,应严格遵守安全规程,佩戴好防护眼镜、口罩和(hé)手(shǒu)套(tào)等(děng)劳保用品,防止磨削🍆·粉尘和碎片对人员造成伤害。此外,砂轮存放时应放置在干燥(zào)、通(tōng)风(fēng)的(de)地(de)方,避免受潮和腐蚀。
综上所述,胶辊大气孔砂轮的使用方法是一个涉及选择、调整、操作及保养的综合性过程。通过合理选择砂轮、严(yán)格(gé)调(diào)整(zhěng)与(yǔ)准(zhǔn)备(bèi)、精(jīng)准(zhǔn)操(cāo)作(zuò)与(yǔ)参(cān)数(shù)设(shè)置(zhì)以(yǐ)及(jí)细(xì)致(zhì)的(de)保(bǎo)养(yǎng)与(yǔ)安(ān)全管(guǎn)理(lǐ),可(kě)以(yǐ)确(què)保(bǎo)胶(jiāo)辊(gǔn)磨(mó)砺(lì)后(hòu)的(de)表(biǎo)面(miàn)质(zhì)量(liàng)和(hé)精(jīng)度(dù)满(mǎn)足(zú)生(shēng)产(chǎn)要(yào)求(qiú)。随(suí)着(zhe)工(gōng)业(yè)4.0和(hé)智(zhì)能(néng)制(zhì)造(zào)的(de)不(bù)断(duàn)发(fā)展,未来胶辊磨砺技术将更加智能化和自动化,为提升生产效率和产品质量提供更多可能。
在当前的工业升级背景下,了解并掌握胶辊大气孔砂轮的使用方法,不仅有助于提升企业的生产效率和产品质量,也是适应工业发展趋势、推动产业升级的重要举措。希望本文能为相关从业人员提供有益的参考和借鉴。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园