胶辊有限公司
专业生产各种型号的胶辊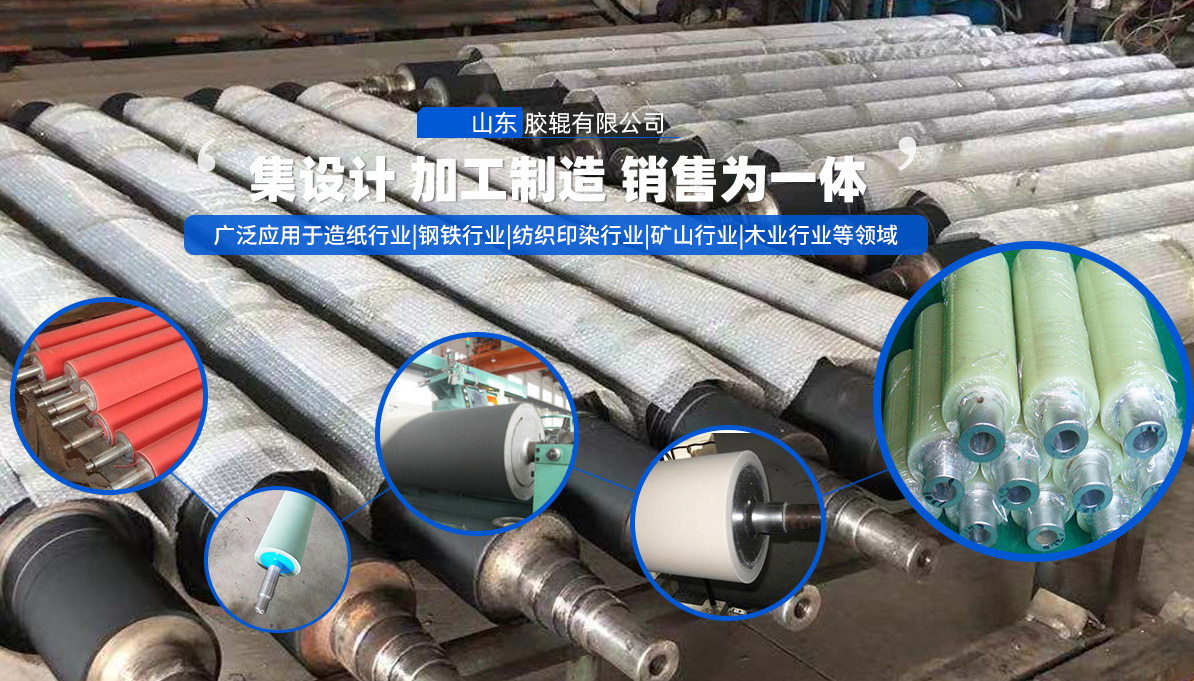
胶辊研磨可不是“随便找个砂轮就能干”的活儿,尤其是胶辊这种导热性差、容易“发烧”的材料,砂轮粒度选错了,轻则表面粗糙度超标,重则直接烧伤胶层。根据纺织行业实测数据,粗磨阶段推荐用40-60号大气孔砂轮,精磨则选80号细粒度砂轮。举个例子,某棉纺厂用60号砂轮粗磨主牵伸胶辊,单次磨削量控制在0.25-0.35mm,表面粗糙度Ra值能稳定在0.6μm以内;换成120号超细砂轮后,虽然表面更光滑,但砂轮容易堵塞,反而导🏐·致胶辊表面出现“螺旋纹”。这里有个冷知识:大气孔砂轮的气孔率能达到30%以上,磨削时气流能带走80%的热量,这对导热性差的丁腈橡胶胶辊来说,简直是“救命设计”。

很多人觉得砂轮越硬越好,其实这是个误区。胶辊是软材料,用硬砂轮磨削时,磨粒变钝后容易“卡”在胶层里,反而增加摩擦生热。纺织机械研究院的对比实验显示,中硬度(K级)砂轮磨削胶辊时,表面温度比硬砂轮低40%,且砂轮消耗量减少30%。我曾见过一家企业用L级硬砂轮磨细纱胶辊,结果胶辊表面出现“焦斑”,成纱条干CV值飙升到18%(正常应≤15%)。后来换成M级中硬度砂轮,配合分三次走刀(进刀量0.2mm→0.1mm→0.05mm),不仅解决了烧伤问题,胶辊使用寿命还延长了2个月。记住:软材料磨削,砂轮要“软着陆”,硬碰硬只会两败俱伤。
砂轮的结合剂就像“粘合剂”,决定了砂轮的耐用性和自锐性。树脂结合剂砂轮因为弹性好、自锐性强,成了胶辊磨削的“标配”。但有个细节要注意:树脂砂轮怕潮!某工厂在梅雨季用未密封的树脂砂轮磨胶辊,结果砂轮强度下降40%,磨削时频繁掉块,差点造成设备事故。现在🈚行业里流行用“双结合剂”工艺——粗磨用陶瓷结合剂(耐高温),精磨用树脂结合剂(保精度),这样既能保证效率,又能控制成本。另外,有机结合剂砂轮在高速磨削(线速度>45m/s)时表现更稳,适合磨削高精度胶辊,比如集聚纺用的LXC-966A型胶辊,就是用有机砂轮磨出来的,表面粗糙度Ra值能做到0.4μm,比传统工艺提升30%。
最近纺织圈都在聊“智能磨床”,这玩意儿到底有多神?以某企业新上的TM-M型智能磨胶辊机为例,它能根据胶辊硬度自动调整砂轮转速(1800-2200r/min)和进刀量(0.05-0.2mm),还能实时监测砂轮磨损量,磨2025套胶辊就提示修整。更厉害的是,它配了激光粗糙度仪,磨完直接测Ra值,不合格自动返工。我算过一笔账:用传统磨床,砂轮修整频率是每天1次🐍,智能磨床能延长到3天1次,砂轮消耗量减少60%。现在行业里有个趋势——砂轮选型正在从“经验驱动”转向“数据驱动”,比如通过AI算法分析胶辊材质、磨削量、环境温湿度等参数,自动推荐最优砂轮型号。这对中小企业来说,简直是“技术平权”的福音。
胶辊研磨选砂轮,说到底是个“平衡术”:既要考虑胶辊的材质特性,又要兼顾磨削效率和质量。从粒度到硬度,从结合剂到智能设备,每一个细节都可能影响最终效果。下次再有人问你“胶辊研磨快选啥砂轮”,你🍉·可以拍着胸脯说:“先看胶辊软硬,再挑砂轮粒度,结合剂选树脂,最后用智能磨床兜底!”毕竟,在纺织行业这个“卷”到极致的赛道里,连砂轮选型都得讲究“科学配速”。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园