胶辊有限公司
专业生产各种型号的胶辊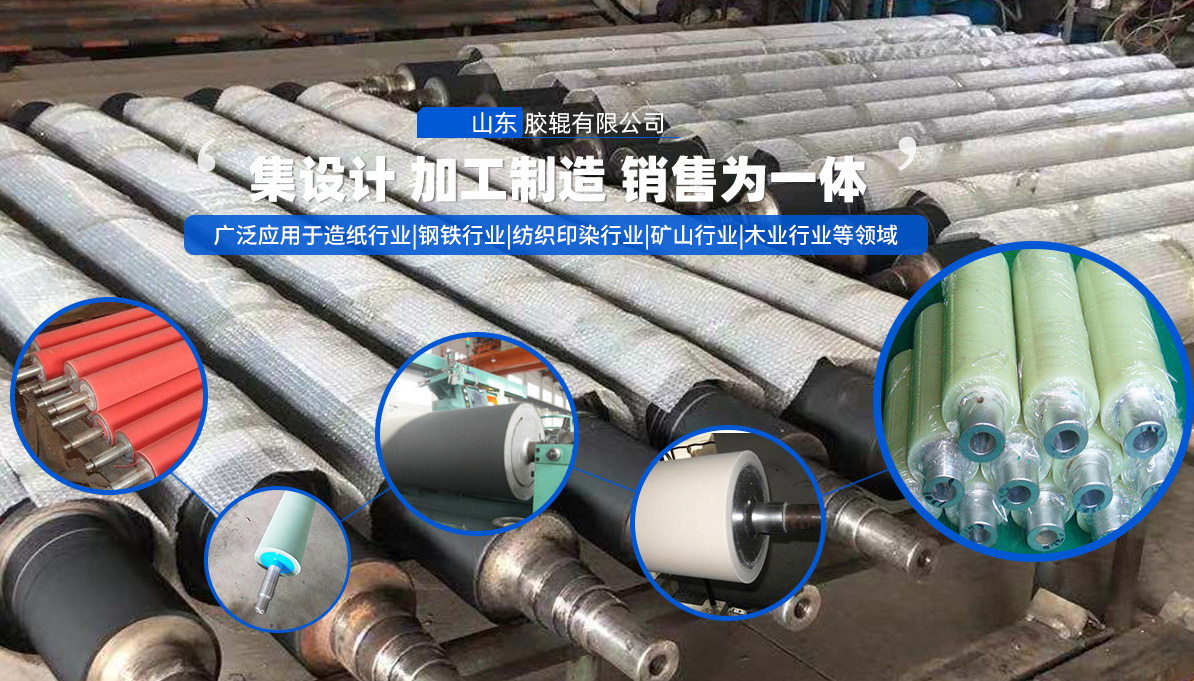
在橡胶制品生产中,胶辊端面加工是决定产品精🈚ag·度的关键环节。从印刷机优力胶辊到轮胎剥离设备,端面刀的性能直接影响加工效率与成品质量。以安徽马鞍山某企业生产的胶辊端面车刀为例,其采用合金材料制造,刀片厚度达2.5毫米,工作面渗碳层深度控制在50-60丝(约1.27-1.52毫米),硬度达到洛氏55-60,这种设计使刀片在连续切削2025米橡胶后仍能保持刃口锋利度,较传统碳钢刀片寿命提升3倍。近期某轮胎企业实测数据显示,使用专业端面刀后,胶辊端面平面度误差从0.15mm降至0.03mm,直接减少后续磨削工序耗时40%。

1. **主偏角选择🐍**:端面车削时,45°主偏角刀片可同时完成端面与倒角加工。例如在瓦楞纸箱模切胶辊加工中,采用45°刀片能一次性完成端面平整与45°倒角,较传统90°主偏角刀具减少换刀次数2次/根,单根胶辊加工时间从12分钟缩短至8分钟。
2. **进给量控制**:橡胶材料特性要求精细的切削参数。实测表明,当进给量从0.1mm/r增至0.3mm/r时,端面粗糙度Ra值从0.8μm恶化至3.2μm。某印刷企业通过将进给量稳定在0.15-0.2mm/r区间,使胶辊表面光洁度达到镜面效果,粘箱工序不良率下降18%。
3. **刀尖圆弧半径**:刀尖圆弧半径直接影响切削力分布。对比实验显示,R0.4mm刀尖产生的切削力比R0.8mm降低22%,但过小的圆弧半径( 随着工业4.0推进,智能刀调系统正在改变传统加工模式。某德国品牌数控刀架配备压力传感器,可实时监测切削力变化。当检测到切削力异常波动时,系统自动调整进给速度,使胶辊端面加工的尺寸稳定性达到±0.01mm。这种技术已应用于新能源汽车密封条胶辊生产,使产品合格率从82%提升至97%。 更值得关注的是,3D打印技术开始渗透刀具制造领域。某研究机构采用金属3D打印制造的端面刀,通过优化内部流道(dào)结(jié)构(gòu),使(shǐ)冷(lěng)却(què)效(xiào)率(lǜ)提(tí)升(shēng)40%,刀(dāo)片(piàn)温(wēn)度(dù)较(jiào)传(chuán)统(tǒng)铸(zhù)造(zào)工(gōng)艺(yì)降(jiàng)低(dī)25℃。在(zài)连(lián)续(xù)加(jiā)工(gōng)聚(jù)氨(ān)酯(zhǐ)胶(jiāo)辊(gǔn)时(shí),刀具寿命从8🍉ag·小时延长至15小时,为连续化生产提供可能。 1. **装刀规范**:刀片安装需严格对齐刀槽中心线,偏差超过0.05m🍬m会导致切削振动。某企业统计显示,70%的端面加工缺陷源于装刀误差,通过使用激光对中仪,可将装刀精度控制在±0.02mm以内。 2. **切削液选择**:橡胶加工专用切削液需具备良好润滑性与冷却性。实验表明,含15%二硫化钼的切削液可使刀具寿命延长35%,同时将端面温度控制在60℃以下,避免橡胶热老化。 3. **在线检测**:采用激光位移传感器进行100%在线检测,可实(shí)时(shí)捕(bǔ)捉(zhuō)0.01mm级(jí)的(de)尺(chǐ)寸(cùn)偏(piān)差(chà)。某(mǒu)包(bāo)装(zhuāng)机(jī)械(xiè)企(qǐ)业(yè)通(tōng)过(guò)部(bù)署(shǔ)该(gāi)系(xì)统(tǒng),使(shǐ)胶(jiāo)辊(gǔn)端(duān)面(miàn)加(jiā)工(gōng)的(de)CPK值(zhí)从(cóng)1.0提(tí)升(shēng)至(zhì)1.67,达(dá)到(dào)汽(qì)车(chē)行(xíng)业(yè)Tier1供(gōng)应(yīng)商(shāng)标(biāo)准(zhǔn)。 从(cóng)传(chuán)统(tǒng)机(jī)械(xiè)加(jiā)工(gōng)到(dào)智(zhì)能制造成型,胶辊端面刀的技术演进折射出制造业的转型升级。当我们在讨论新能源汽车密封系统可靠性时,或许很少想到,那些直径仅0.1mm的刀尖圆弧,正默默支撑着整个产业链的精度革命。对于从业者而言,掌握刀具参数与加工工艺的匹配艺术,就是掌握未来竞争的钥匙。智能装备带来的加工革命
操作规范:细节决定成败

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园