胶辊有限公司
专业生产各种型号的胶辊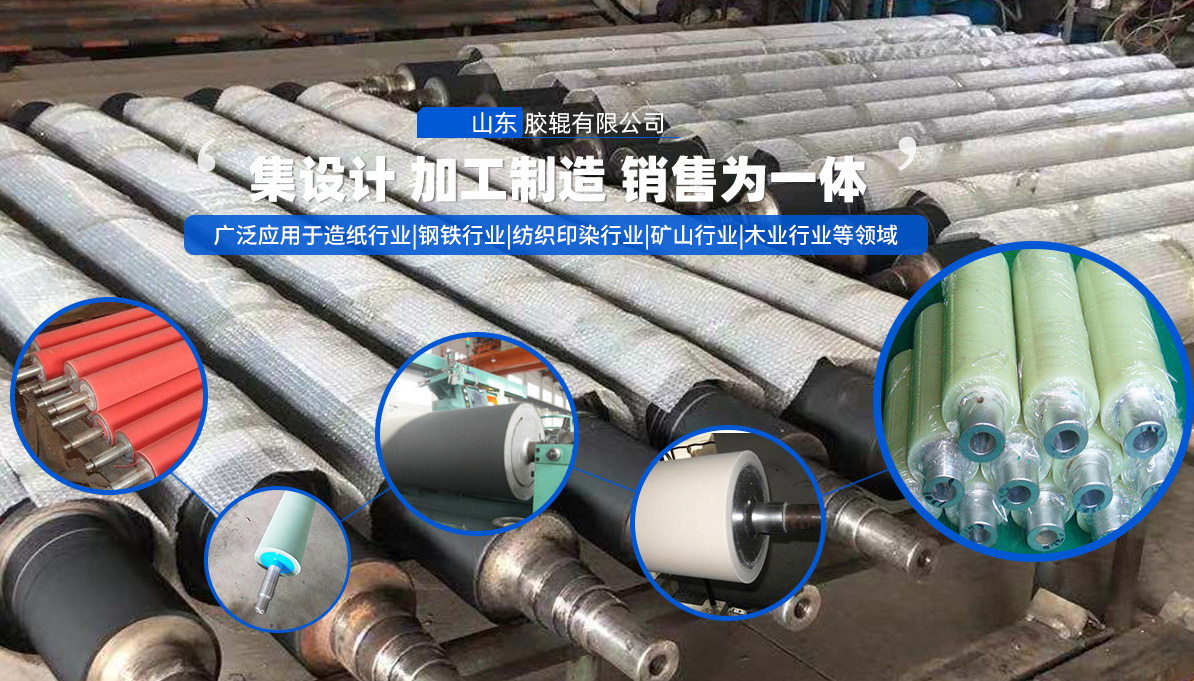
想象一下,造纸机每天要吞吐数吨纸浆,胶辊就像它的“皮肤”,直接接触纸张、承受高压和摩擦。但再耐用的“皮肤”也会磨损——据2025年行业报告显示,国内造纸机胶辊平均每18个月需更换一次,而包胶技术能让旧辊“重获新生”,寿命延长2-3倍。这可不是简单的“贴胶皮”,🈳·而是涉及材料科学、工艺控制的精密工程。比如山东某大型造纸厂,通过聚氨酯包胶改造,单台设备年维护成本从12万元降至4万元,停机时间减少60%。
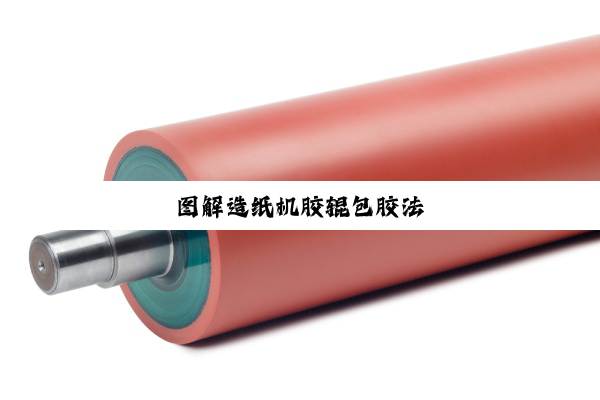
旧胶辊包胶的第一步是“脱胎换骨”。技术人员先用高压水枪冲洗表面纸浆残留,再通过化学溶剂去除深层油污——这一步至关重要,因为哪怕0.1毫米的油膜残🌸·留,都会导致新胶层脱落。某案例中,某厂因忽略辊芯内壁清洗,导致新包胶3个月后整体剥离,损失超20万元。接着是“打磨塑形”:用金刚石砂轮将辊芯表面粗糙度控制在Ra0.8μm以下,相当于给金属“刮痧”,让新胶层能“咬”得更牢。喷砂工艺则进一步增加接触面积,某实验显示,喷砂后的粘接强度比未处理提升3倍。
材料选择是包胶的核心。传统橡胶包胶耐磨性仅300km(以纸张通过量计),而聚氨酯可达1500km以上。2025年维美德推出的CL-W型聚氨酯包胶,在浙江景兴纸业实测中,首次上机运行54天无磨损,第二次更延长至296天,直接打破行业纪录。这得益于其分子结构中的苯环和酯基,既保证弹性(硬度可调至60-95 Shore A),又赋予超强耐磨性。更关键的是环保属性:聚氨酯包胶过程VOC排放比传统橡胶低70%,符合国家“双碳”目标下造纸业的绿色转型需求。
但选材不能“一刀切”。比如压光🍑辊需要高硬度(90 Shore A以上)以承受线压力,而导辊则需低硬度(60-70 Shore A)避免压伤纸张。某中型纸厂曾因误用高硬度材料导致纸张表面“压痕”,直接损失一个订单。因此,专业包胶厂商会提供“材料-工艺-应用”匹配方案,甚至根据纸种(如文化纸、包装纸)定制配方。
包胶工艺最考验技术的是浇注环节。液态聚氨酯需在真空环境中脱泡,否则气泡会导致胶层内部缺陷。某厂商引入德国进口设备,将浇注精度控制在±0.1mm,比传统手工浇注提升5倍。固化过程更像“时间管理”:80℃下需保持12小时,温度每升高10℃,固化时间缩短30%,但过高会导致材料脆化。某次因温控故障,整批胶辊出现裂纹,直接报废成本超50万元。
精加工阶段则是“微米级较量”。数控磨床将胶辊直径误差控制在±0.02mm以内,表面粗糙度达Ra0.4μm——这相当于把一张A4纸的厚度均匀铺开在辊面上。某高端纸机要求胶辊动平衡等级G1(振动值≤0.1mm/s),否则高速运转时会引发🌅整机共振。这些细节,决定了胶辊能否从“能用”升级为“好用”。
当前,包胶技术正迈向智能化。2025年上海某厂商推出“数字孪生包胶系统”,通过传感器实时监测浇注温度、固化曲线,将次品率从5%降至0.3%。更激动人心的是循环经济模式:某欧洲企业已实现聚氨酯包胶的化学回收,将废旧胶层分解为原料重新利用,每吨回收料可减少1.8吨CO₂排放。这或许预示着,未来的造纸机胶辊将像“乐高积木”一样,实现全生命周期管理。
对于造纸企业而言,包胶不仅是成本考量,更是技术升级的契机。选择专业厂商时,可重点关注其是否具备ISO 9001质量认证、是否提供材料检测报告(如DIN 53516耐磨测试)、是否有同类型纸机的成功案例。毕竟,一个优质的包胶辊,能让造纸机多“奔跑”数万公里,这背后的经济账,算得越清楚,越能赢在未来。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园