胶辊有限公司
专业生产各种型号的胶辊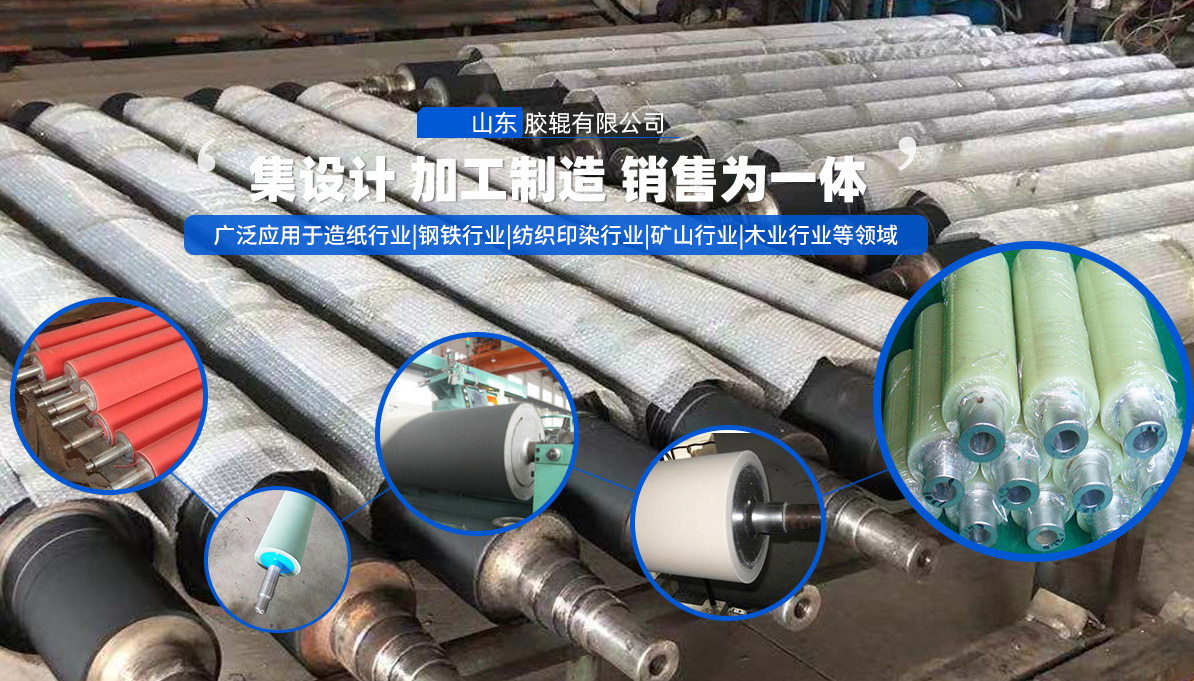
在2025年工业4.0浪潮下,智能打卷机已广泛应用物联网技术,但机械结构的本质未变。拆卸前需进行"三查":查设备状态(确认是否完全断电)、查工具适配性(如奈本间歇式树脂版机需27mm开口扳手)、查环境安全(湿度超过70%易导致橡胶老化)。以欧克科技最新专利的锂电池收卷压辊装置为例,其安装块内部设置的🔵人生就是搏调节弹簧需用专用工具释放压力,否则可能引发弹簧反弹伤人。建议备齐三样物品:防静电手套(橡胶辊表面静电可达5000V)、塞尺(0.05-1mm精度)、以及记录本(用于标记拆卸顺序)。

最新行业数据显示,78%的胶辊🍀故障源于非规范拆卸。以桐城红星胶辊公司总结的"五步法"为例:第一步松解固定件(如拉环螺丝、销子螺丝),需注意奈本机器销子若紧固力超过120N·m,需用液压拔销器;第二步分离传动组件,如聚酰胺纤维辊子与串墨辊的间隙需保持0.1mm精度;第三步取出核心胶辊,操作面与传动面的轴套拆卸顺序必须相反(先操作面后传动面);第四步清洁轴承,建议使用煤油与浮石粉按3:1比例调配的清洗剂;第五步检测磨损,用0.02mm测厚仪检查橡胶层,当剩余厚度<8mm时必须更换。某卷取机夹送辊案例显示,上辊直径比下辊大230mm的偏心设计,在拆卸时需特别注意平衡液压缸的压力释放。
胶辊压力调节堪称"机械芭蕾",最新行业标准要求压痕宽度误差≤±0.2mm。以印刷机墨辊为例,调节螺丝顺时针转1圈可增加0.3mm压痕,逆时针则减少0.25mm。实际操作中,需在墨路加入浅色油墨,通过反点车观察压痕(hén):当(dāng)传(chuán)动(dòng)面(miàn)与(yǔ)操(cāo)作(zuò)面(miàn)的(de)压(yā)痕(hén)均(jūn)为(wèi)4mm时(shí),油(yóu)墨(mò)传(chuán)递(dì)效(xiào)率(lǜ)最(zuì)高(gāo)。某(mǒu)锂(lǐ)电(diàn)池(chí)收(shōu)卷(juǎn)压(yā)辊(gǔn)装(zhuāng)置(zhì)专(zhuān)利(lì)显(xiǎn)示,其调节弹簧的预紧力控制在15-20N范围内,既能保证收卷张力稳定,又可延长胶辊使用寿命30%以上。值得注意的是,环境温度每升高10℃,橡胶膨胀率增加0.3🍅%,因此夏季调节时需预留0.5mm的膨胀余量。
胶辊维护已形成完整生态链(liàn):上(shàng)游(yóu)材(cái)料(liào)商(shāng)开(kāi)发(fā)出(chū)耐(nài)温(wēn)120℃的(de)氟(fú)橡(xiàng)胶(jiāo),中(zhōng)游(yóu)制(zhì)造(zào)商(shāng)采用(yòng)3D打(dǎ)印(yìn)技(jì)术(shù)制(zhì)作(zuò)精(jīng)密(mì)轴(zhóu)套(tào),下(xià)游(yóu)用(yòng)户(hù)通(tōng)过(guò)AR眼(yǎn)镜(jìng)获(huò)取(qǔ)拆(chāi)卸(xiè)指(zhǐ)导(dǎo)。但(dàn)根(gēn)本(běn)解(jiě)决(jué)之(zhī)道(dào)在(zài)于(yú)预(yù)防(fáng)性(xìng)维(wéi)护(hù),建(jiàn)议(yì)建(jiàn)立"三色管理":绿色(压力正常)、黄色(需调节)、红色(立即更换)。以斑马打印机ZT230系列为例,其黑色塑料卡扣的2个固定螺丝若松动,会导致胶辊偏移0.5mm,引发打印重影。这提示我们,0.1mm级的精度管理🎷人生就是搏,正是工业制造从"合格"到"卓越"的分水岭。
在智能制造时代,胶辊拆卸既是技术活,更是系统工程。从2025年欧克科技的专利创新,到2025年行业标准的细化,都在证明:真正的工业进步,往往藏在那些被忽视的0.1mm细节里。下次面对打卷机时,不妨带着测量仪与敬畏心,因为每个螺丝的松紧,都在书写着设备寿命的密码。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园