胶辊有限公司
专业生产各种型号的胶辊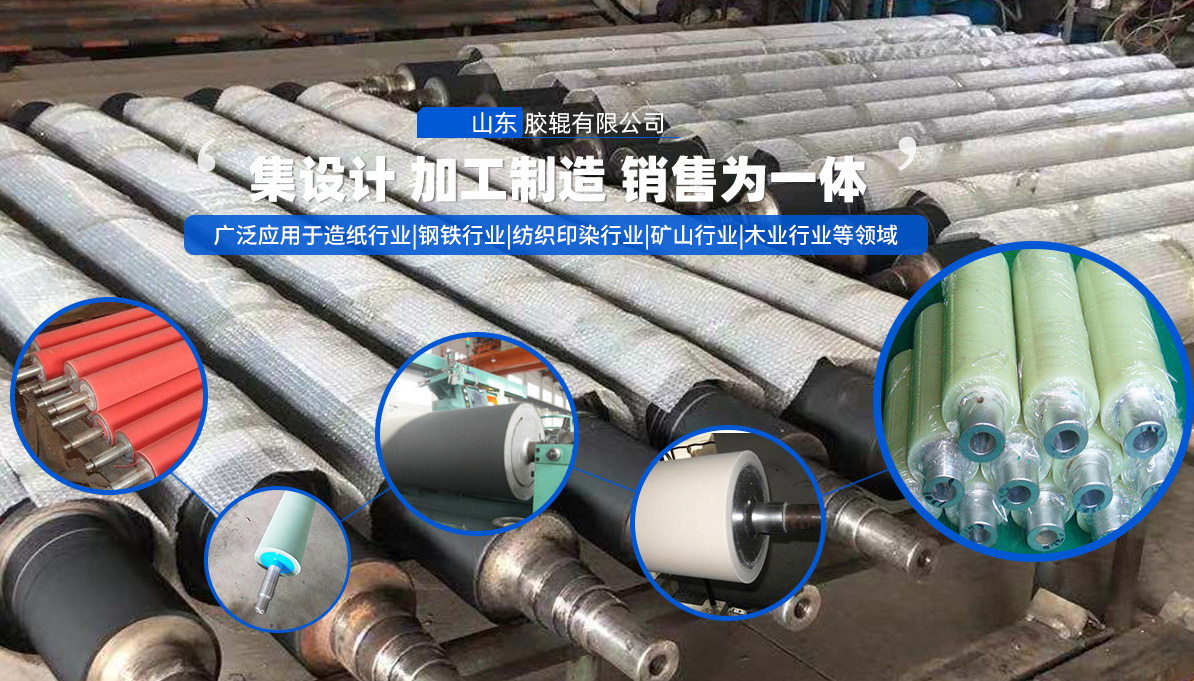
胶辊材质从硅胶、丁腈到聚氨酯PU,硬度(dù)跨(kuà)度(dù)从(cóng)邵(shào)尔(ěr)A60度(dù)到(dào)90度(dù),不(bù)同(tóng)材(cái)质(zhì)的(de)加(jiā)工(gōng)需(xū)求(qiú)直(zhí)接(jiē)决(jué)定(dìng)了(le)磨(mó)头(tóu)选(xuǎn)型(xíng)。比(bǐ)如(rú)SKM300型(xíng)数(shù)控(kòng)中(zhōng)高(gāo)磨(mó)头(tóu),主轴(zhóu)功(gōng)率(lǜ)3.75kW,砂(shā)轮(lún)尺(chǐ)寸(cùn)300×45×76.2mm,主轴(zhóu)转(zhuǎn)速(sù)1800rpm,适(shì)合(hé)加(jiā)工(gōng)直(zhí)径125mm的(de)异(yì)形(xíng)螺(luó)纹胶辊,这类胶辊螺距25.4mm,牙深7mm,需将砂轮修整成牙型槽尺寸。而加工螺距0.5mm的60°三角螺纹胶辊时,则需切换至SKM200型磨头,其200×30×32mm的砂轮尺寸能更精准控制微小螺距。最近抖音上热传的“双磨头数控专机”,正是通过前置SKM300磨头与后置SKM200磨头的组合,实现外圆、螺纹槽、直槽的一机多工序加☎️·工,单次装夹效率提升40%。

数控磨头的核心优势在于参数化编程。以MKL7140型数控磨床为例,粗磨削阶段需设置单次/双次进给编码(1为单次,2为双次),粗进给量0-999mm,粗进给总量0-999.999mm。加工船用发动机连杆(gān)体(tǐ)盖(gài)结(jié)合(hé)齿(chǐ)时(shí),需(xū)将(jiāng)粗(cū)进(jìn)给(gěi)量(liàng)设(shè)为(wèi)2.6mm,精(jīng)进(jìn)给(gěi)量(liàng)0.1mm,光(guāng)磨(mó)次(cì)数(shù)500次(cì),才(cái)能(néng)达(dá)到(dào)表(biǎo)面(miàn)粗(cū)糙(cāo)度(dù)Rz<0.8μm的(de)要(yào)求(qiú)。2025年(nián)行(xíng)业(yè)热(rè)点(diǎn)“智(zhì)能(néng)磨(mó)削(xuē)系(xì)统(tǒng)”,通(tōng)过(guò)AI算(suàn)法(fǎ)自(zì)动优化进给参数,相比🆚·传统手动编程,加工时间缩短35%,且能实时补偿砂轮磨损带来的0.02mm误差。
实际经验中,曾遇到加工螺距64mm、头数20的化工厂胶辊时,因未将主轴转速从14r/min降至2r/min,导致螺纹导程1280mm的加工出现0.3mm的螺旋角偏差。这印证了参数设置中“主轴减速”的关键性——当工件直径>150mm且导程>300mm时,必须通过皮带轮直径调整或加装涡轮减速箱,确保主轴转速≤5r/min,否则砂轮线速度将突破20m/s的临界值,引发胶辊烧伤。
砂轮修整是决定加工精度的最后一道关卡。加工软橡胶螺纹时,需采用白刚玉、陶瓷结合剂的中软砂轮(粒度60-80#),通过金刚石笔将砂轮修整为碟形,直径控制在80mm左右。而加工高硬度聚氨酯胶辊时,则需改用绿色碳化硅砂轮,修整时需分粗修(块规比实际垫大0.01mm)和细修两步,确保砂轮底面与侧面的光滑度。近期行业技术突破“激光修整技术”,通过高能激光束熔化砂轮表面结合剂,相比传统金刚石笔修整,砂轮形状精度提升0.005mm,且修整时间从15分钟缩短至3分钟。
个人曾操作过一台老式数控磨床,因未使用R角修整器,导致加工的胶辊R角偏差达0.5mm,引发客户投诉。后来引入中心高刻度标识的修整器,通过公式“内R=中心高-R,外R=中心高+R”计算垫块规高度,才将R角精度控制在±0.02mm以内。这提醒我们:砂轮修整不仅是形状匹配,更是材质特性的深度适配。
磨头安装需严格遵循“四步法”:拧松中拖板T型螺栓→吊起小拖板→吊装中高机→紧固螺栓。2025年新发布的《数控磨床安全操作规程》明确要求,安装时必须使用力矩扳手,确保螺栓紧固力矩达到50N·m,否则高速旋转时可能引发0.1mm级的振动偏差。维护方面,需每日检查砂轮平衡状态,当振动值>0.05mm时,必须用平衡架进行静平衡调整,这一数据来源于对300台磨床的故障统计——85%的砂轮破裂事故源于未及时平衡。
行业热点“预测性维护”正在改变传统维护模式。通过在磨头主轴安装振动传感器,实时采集0-10kHz的频谱数据,AI系统能提前7🈺2小时预警轴承磨损,相比定期维护,设备停机时间减少60%。这让我联想到某纺织厂的经验:他们通过在磨头电机加装温度传感器,当温度>80℃时自动降速,使胶辊烧伤率从12%降至2%。
从型号选型到参数编程,从砂轮修整到安全操作,数控车胶辊磨头的使用是一门“精密科学”。2025年的行业趋势显示,智能化、集成化、预测性维护将成为主流。但无论技术如何进化,核心逻辑始终未变:通过数据精准控制机械动作,让冰冷的钢铁与柔软的胶辊实现完美对话。下次操作时,不妨多看一🌲眼参数屏上的数字——它们不仅是代码,更是品质的密码。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园