胶辊有限公司
专业生产各种型号的胶辊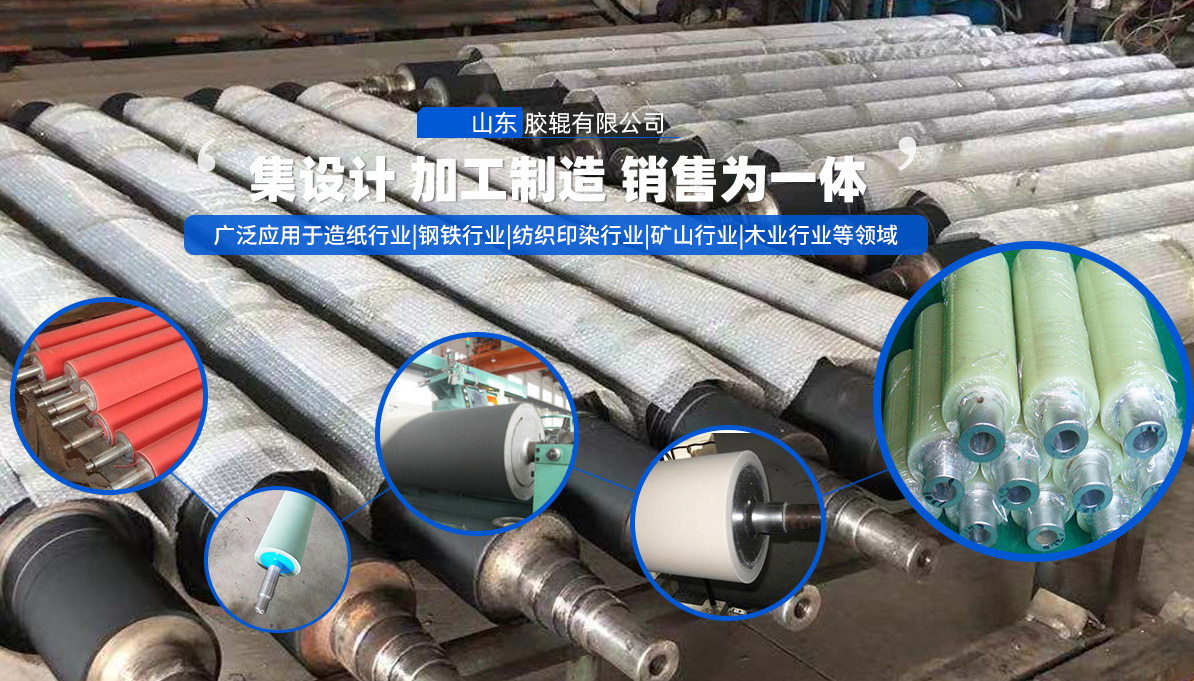
胶辊厂选轴承,第一步得摸清自家设备的“脾气”——到底是径向载荷为主,还是轴向载荷占大头?举个例子,印刷机的压辊工作时,胶辊主要承受纸张传递的垂直压力,属于典型的径向载荷场景。这时候,优先选深沟球轴承或圆柱滚子轴承,游隙选C3组(30-50μm),能分散载荷,减少局部应力集中。浙江某纺织厂曾做过对比实验:用标准游隙(C0组)的轴承套铝衬胶辊,运转半年后,轴承外壳收缩导致实际游隙归零,润滑油变黑、磨损明显;而改用C3组游隙后,运转一年游隙仍稳定在5-7μm,📞ag·条干数据(纱线均匀度)提升了15%。如果是分切机的导辊,轴向窜动是主要问题,这时候得用角接触轴承或圆锥滚子轴承,轴向游隙控制在≤0.05mm,才能保证分切精度。
胶辊运转时,温度升高是绕不开的“坎”。以锂电池涂布机为例,胶辊转速达3000r/min时,温升可达50℃(环境温度25℃),这时候轴承游隙会因热膨胀减少25-40μm。如果选的是标准游隙(C0组,20-30μm),运行两小时后游隙可能归零,导致轴承抱死。正确的做法是:选C3或C4组游隙(比常温大30%-50%),比如印刷机胶辊选C3组(30-50μ🆙ag·m),初始游隙设为40-60μm,运行中因温升游隙降至20-30μm,仍在合理范围。去年某涂布机厂商升级轴承时,采用负游隙(-5~-10μm)预紧+液压动态调整技术,涂布厚度公差从±3%缩至±1%,直接帮客户省了20%的废品率。
胶辊厂的环境往往复杂,油污、粉尘、潮湿都是轴承的“天敌”。比如食品级聚氨酯胶辊,必须用双面橡胶密封(2RS型)轴承,防水等级达IP65,才能避免润滑脂被污染。去年某食品厂用金属防尘盖(ZZ型)轴承,结果三个月后轴承生锈,导致胶辊跳动超标(≥0.05mm),直接报废了整批产品。材质方面,如果是金属压延机的胶辊,轴承需承受冲击载荷,这时候得用不锈钢轴承或表面涂层处理,游隙选负游隙(-10~-20μm)增强刚性。某钢厂曾用普通轴承,运行半年后因冲击导致游隙突变(从30μm增至80μm),胶辊跳动超标(≥0.1mm),改用涂层轴承后,寿🈳命延长了3倍。
传统轴承游隙调整靠垫片,精度±5μm,适合固定安装场景。但如果是涂布机这种需要在线补偿的设备,螺纹/液压调整更香——比如用伺服电机🌻实时调整游隙,精度可达±1μm。某涂布机厂商升级后,胶辊振动烈度从2.5mm/s降至1.2mm/s(ISO 1940标准G2.5级),轴承温度从85℃降至65℃,寿命延长了2年。个人经验是:轻载设备(如薄膜输送辊)选标准游隙(C0组),重载设备(如造纸机压榨辊)选小游隙或负游隙,再配个动态调整系统,基本能覆盖90%的工况。
选轴承这事儿,没有“万能公式”,但有“底层逻辑”——先看载荷类型定结构,再看热膨胀补游隙,最后盯密封材质防意外。现在工业4.0时代,很多胶辊厂开始用智能监测系统,实时采集轴承温度、振动数据,提前预警故障。比如某厂装了测振仪后,轴承故障率降了60%,维护成本省了40%。所以说,选对轴承只是第一步,用好监测系统,才能让设备“稳如老狗”。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园