胶辊有限公司
专业生产各种型号的胶辊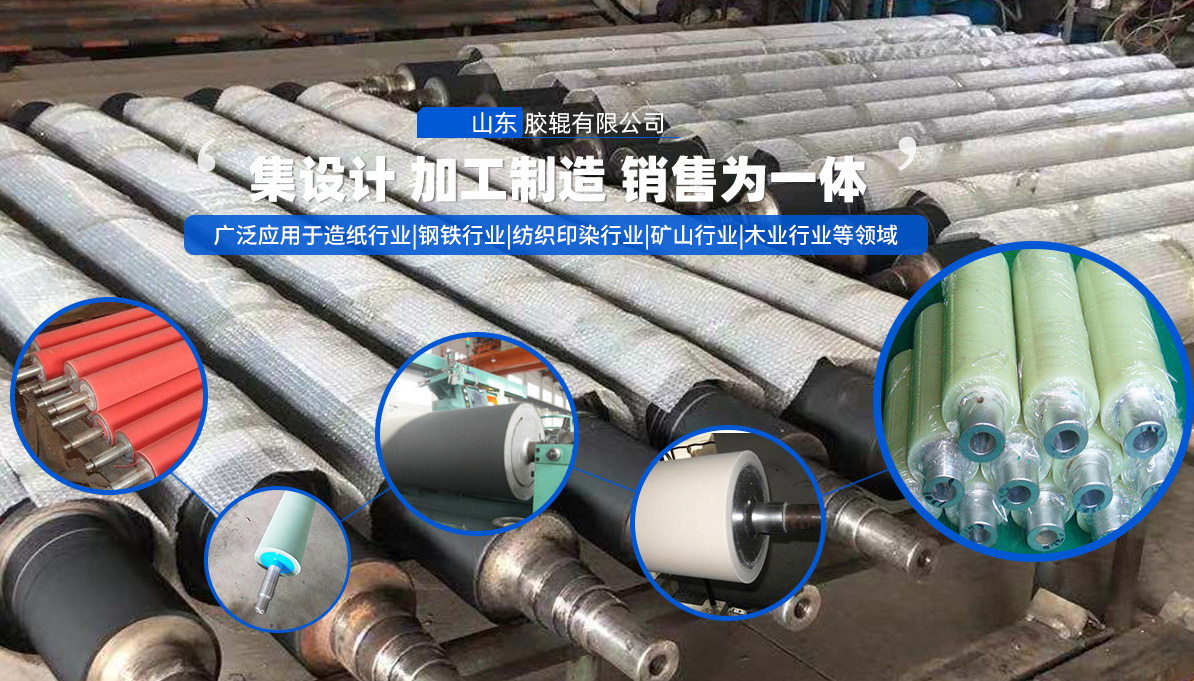
很多人以为,胶辊抛光打磨机的操作仅需控制转速与压力即可实现表面精度提升,其实不然。胶辊作为工业传动与压延工艺中的关键部件,其表面粗糙度(Ra值)直接影响印刷品墨层均匀性、薄膜厚度公差等核心参数。抛光打磨的本质是通过机械切削与摩擦热效应的复合作用,消除前道工序(如硫化、车削)产生的表面缺陷,同时控制表面能分布。

操作中的反直觉现象:转速与压力的负相关关系
听起来可能反直觉,但在胶辊抛光工艺中,主轴转速与砂带压力并非独立参数。当主轴转速超过1200r/min时,若砂带压力仍维持0.3MPa以上,会导致胶层表面温度骤升至80℃以上,引发橡胶分子链的局部热降解,形成微观裂纹。某轮胎企业曾因忽视该参数耦合关系,导致批量胶辊在压延工序中出现“橘皮”缺陷,最终通过将转速降至900r/min、压力调整至0.15MPa得以解决。
以长三角地区某精密印刷企业为例,其生产车间位于苏州工业园区,夏季平均湿度达75%。在处理UV油墨专用胶辊时,操作人员发现常规抛光工艺会导致表面静电积累,吸附空气中的微尘颗粒。通过引入离子风枪与抛光机联动控制系统,在砂带接触胶辊表面前0.5秒释放正负离子流,中和表面电荷,使清洁度等级从ISO Class 6提升至ISO Class 4。该案例的底层逻辑是:高湿度环境下,橡胶表面摩擦产生的静电场强度与空气介电常数呈指数关系,需通过主动干预切断电荷积累路径。
砂带粒度选择的工程判据
砂带粒度的选择需基于胶辊硬度与表面缺陷类型进行动态匹配。对于邵氏硬度65±2的丁腈橡胶胶辊,若表面存在深度0.02mm的车削纹路,应优先采用P180粒度碳化硅砂带进行粗磨,再切换至P400粒度氧化铝砂带进行精抛。某薄膜生产企业曾因误用P320粒度砂带处理深度纹路,导致砂带堵塞频率增加300%,单件加工时间延长至45分钟,远超工艺标准要求的25分钟。
操作人员需明确:胶辊抛光打磨机的效能释放依赖于参数体系的闭环控制。从主轴动平衡精度(应≤0.05mm)到砂带张紧力(建议值180±10N),每个环节的偏差都会通过非线性放大效应影响最终表面质量。唯有建立基于FMEA分析的工艺控制矩阵,才能实现胶辊表面粗糙度的一致性控制。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园