胶辊有限公司
专业生产各种型号的胶辊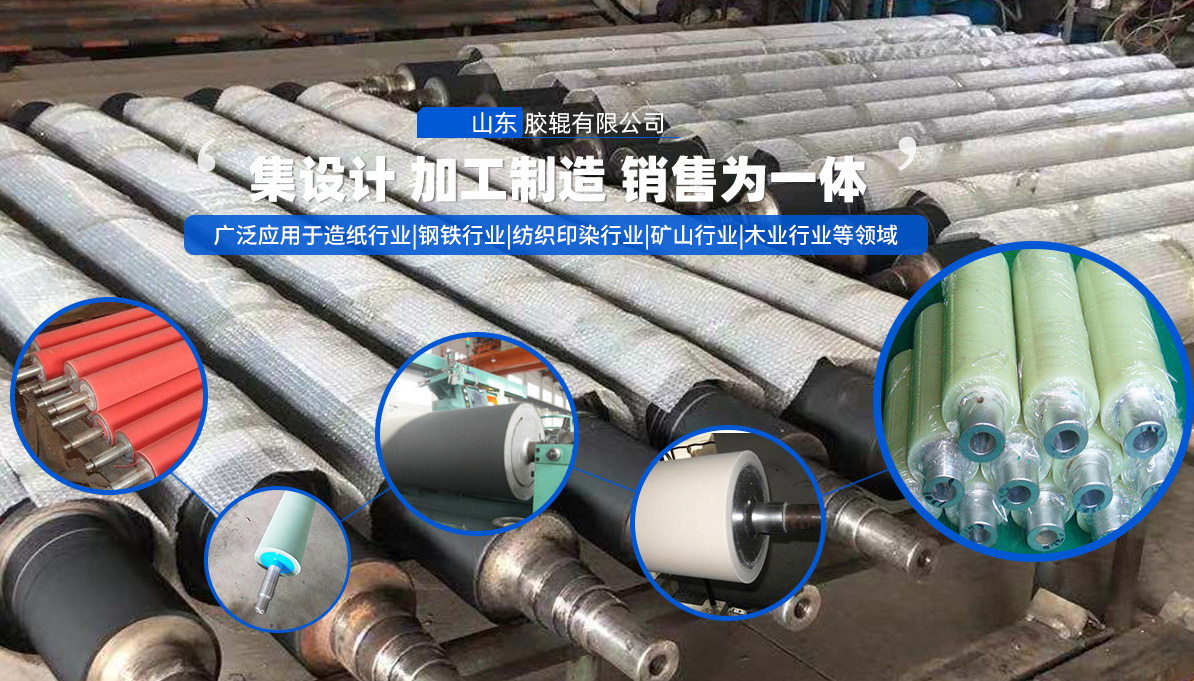
很多人以为磨削胶辊只需选择高硬度砂轮即可,其实不然。胶辊材质涵盖丁腈橡胶、氯丁橡胶、硅橡胶及聚氨酯等,其邵氏硬度跨度从30 Shore A到90 Shore A不等,不同材质的导热系数、弹性模量及磨削热敏感性差异显著。例如,丁腈橡胶在磨削过程中易因局部过热导致表面烧蚀,而聚氨酯胶辊则对砂轮自锐性要求极高——若选用氧化铝砂轮,其自锐性不足会导致磨粒钝化后持续摩擦,引发胶辊表面波纹度超标。

底层逻辑是:砂轮粒度、硬度与组织号的组合需与胶辊硬度形成动态匹配。以德国VSM公司KB系列陶瓷砂轮为例,其粒度选择需遵循“胶辊硬度每提升10 Shore A,砂轮粒度细化1个号段”的原则——当加工70 Shore A聚氨酯胶辊时,应选用粒度#240的陶瓷砂轮,而非常规的#180粒度。这是因为高硬度胶辊对砂轮切削刃的微观几何精度要求更高,粗粒度砂轮易在胶辊表面留下划痕,而细粒度砂轮通过增加同时参与切削的磨粒数量,可分散单位磨粒的切削力,从而控制磨削热。
2023年,苏州某印刷企业为提升胶辊表面粗糙度Ra值(目标≤0.2μm),将原有碳化硅砂轮更换为刚玉砂轮,却导致胶辊表面出现周期性振纹。经检测发现,该企业使用的刚玉砂轮硬度为L级(中硬),而其加工的氯丁橡胶胶辊硬度达85 Shore A。底层逻辑是:高硬度胶辊需要更高硬度的砂轮(如M级)来维持切削刃的几何稳定性,中硬砂轮在高压磨削下易发生弹性变形,导致磨粒轨迹偏移,最终形成振纹。该企业后续改用日本NORTON公司HX系列单晶刚玉砂轮(硬度M级,粒度#320),配合冷却液流量提升至15L/min后,Ra值稳定控制在0.15μm以内。
听起来可能反直觉,但在胶辊磨削中,砂轮结合剂的选择往往比磨料类型更关键。树脂结合剂砂轮因弹性模量低,更适合加工软质胶辊(如邵氏硬度<60 Shore A),而陶瓷结合剂砂轮的高刚性则能满足硬质胶辊(≥70 Shore A)的精度需求。某轮胎企业曾对比测试发现,使用陶瓷结合剂砂轮磨削90 Shore A丁腈橡胶胶辊时,其圆柱度误差较树脂结合剂砂轮降低42%,原因在于陶瓷结合剂的热膨胀系数仅为树脂的1/5,可有效抑制磨削热引起的砂轮变形。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园