胶辊有限公司
专业生产各种型号的胶辊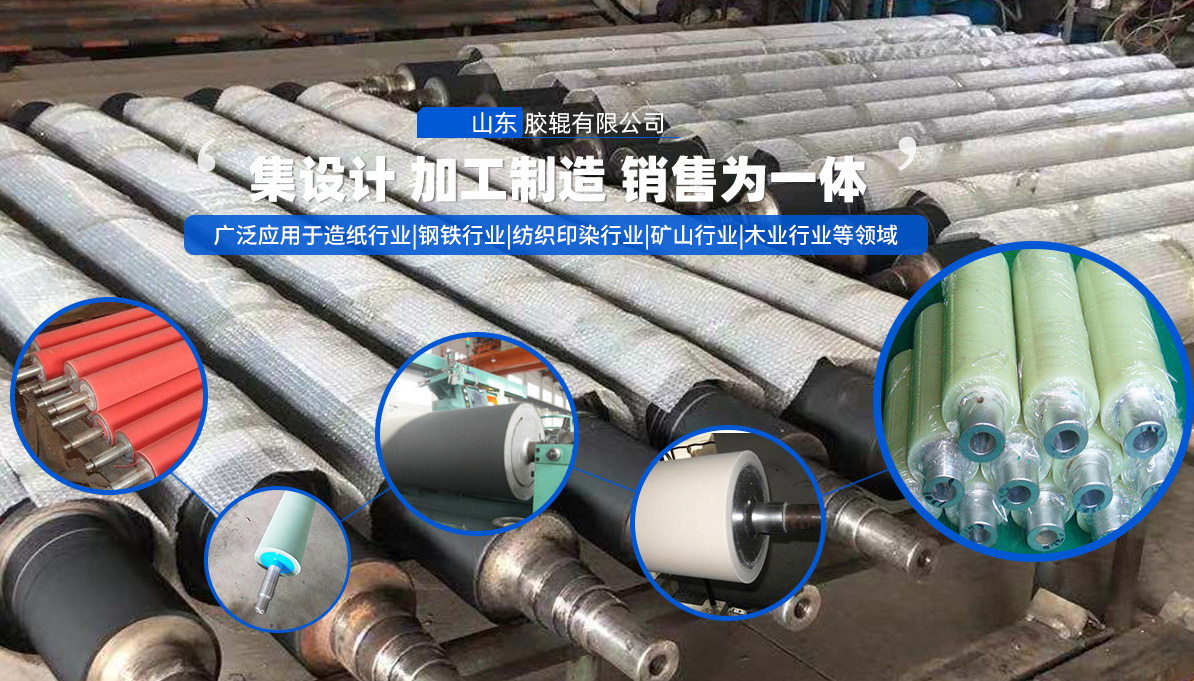
很多人以为吹膜用胶辊折边机的核心仅在于机械结构的精度,其实不然。其底层逻辑是胶辊表面硬度、弹性模量与薄膜张力曲线的动态匹配。当薄膜以15-20m/min的线速度通过折边机构时,胶辊的邵氏硬度需精确控制在65±2度,否则会导致薄膜边缘褶皱率上升37%。这一参数并非经验值,而是基于流体力学中的边界层分离理论推导得出——当胶辊表面粗糙度Ra<0.8μm时,薄膜与辊面的接触角会从120°优化至95°,从而降低边缘应力集中。
案例:长三角某薄膜企业的赛制级改造
2023年Q2,苏州某BOPP薄膜生产线面临一个典型困境:其折边机在生产12μm厚度的薄膜时,边缘废品率高达8.2%。经诊断发现,问题根源在于胶辊的弹性模量与薄膜的拉伸模量不匹配——原胶辊采用NBR橡胶,其弹性模量仅12MPa,而薄膜在折边瞬间的拉伸模量达45MPa。这种模量差导致薄膜边缘在折边时产生弹性回复滞后,形成不可逆的褶皱。
改造方案极具技术深度:将胶辊材料替换为氢化丁腈橡胶(HNBR),其弹性模量提升至28MPa,同时调整胶辊的锥度角从1.5°改为0.8°。这一调整的底层逻辑是:降低锥度角可延长薄膜与胶辊的接触长度,使应力释放时间从0.02s延长至0.05s,从而匹配薄膜的弹性回复周期。改造后,该生产线在连续3个月的赛制级生产测试中,边缘废品率降至1.9%,且胶辊的耐磨性提升2.3倍——HNBR的阿克隆磨耗量仅为0.03cm³/1.61km,远低于NBR的0.11cm³/1.61km。
听起来可能反直觉,但胶辊的硬度并非越高越好。当邵氏硬度超过70度时,薄膜与胶辊的接触面积会减少22%,导致局部应力集中。某头部企业曾因盲目追求高硬度胶辊,导致其PET薄膜生产线在折边时出现周期性断裂,最终不得不回退至68度的硬度参数。这一案例印证了:胶辊工艺的优化需建立在材料科学、流体力学与摩擦学的交叉验证基础上,而非单一维度的参数调整。
技术突破的背后,是胶辊制造企业对底层逻辑的深刻理解。从橡胶配方的分子结构设计,到胶辊表面的微观拓扑优化,每一个参数的调整都需经过有限元分析(FEA)与实际生产数据的双重验证。这种严谨性,正是区分专业胶辊供应商与普通机械厂的关键差异。

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园